

New
Air Monorail Trolley Hoist
Tiger air monorail trolley hoists are designed for, and proven in, many industries including mining, shipyards, offshore construction and power stations. They are also used for industrial and general engineering applications such as automotive plants, foundries, and heat treatment plants. The hoists operate at air pressures of between 4 and 6 bar. They comply with the requirements of ASME B30.16 and EN14492-2. Our manufacturing facility is ISO9001 certified.
Main Features
- Range – 10 tonne, 16 tonne and 20 tonne
- Reliable, fast, efficient, quiet and lightweight
- Greater than 5:1 factor of safety
- Certified for ATEX Category 3 – normal safety
Details
Safety
Anti-fall, anti-derailment and anti-tilt features are standard throughout the range.
Load Limiter
Integral differential pressure load limiting valve automatically prevents the operator lifting a load of more than 125% of the working load limit. Load limiter is 100% repeatable at all working pressures and does not wear or generate damaging heat.
Emergency Stop
All monorail hoists are supplied with main line emergency stop as standard. This shuts off the main air supply to the hoist and traverse motors when activated.
Temperature Range
Ambient temperature range -20°C to +70°C (for temperatures outside of this range please contact us for details).
Precise Control
Accurate and precise positioning of loads is standard for all models.
Fail Safe Disc Brake
Non-asbestos self-adjusting disc brake is applied automatically when the air supply to the hoist is shut off. The brake is self-adjusting for the life of the brake and can hold more than 125% of the working load limit.
Integral Silencer
The exhaust air silencer is built into the hoist gearbox housing and limits the noise level to below 83dB(A).
Load Chain
Grade 8 load chain ensures stringent high-speed duty cycles can be met. The load chain is in accordance with the requirements of EN818-7 Appendix B.
Sealed Gearbox
The sealed planetary gearbox ensures that the most stringent duty cycles can be met. The gears are heat treated and mounted on high strength, low friction bearings.
Vane Motor
Assisted vane lifting ensures maximum starting torque when starting under load.
Ease of Maintenance
The modular design of the hoist allows easy access to internal components such as the motor, gearbox, brake and load limiter. Common parts are used throughout the range.
Optional Chain Carrier
Designed to carry and hold the length of load chain required for the operation, our stainless steel chain bucket is available in different size options. These chain carriers prevent loose chain from getting snagged during lifting or lowering operations and protect any loose chain during transit to and from the operational site.
ATEX
Manufactured in accordance with ATEX Directive 2014/34/EU and Machinery Directive 2006/42/EC and suitable for ATEX Category 3 – normal safety. Our products are assigned as follows: ATEX marking: : Ex II 3 GD c IIB T4 IIIB T135°C. Suitable for gas and dust hazardous areas: Zone 2 (gas) and Zone 22 (dust).
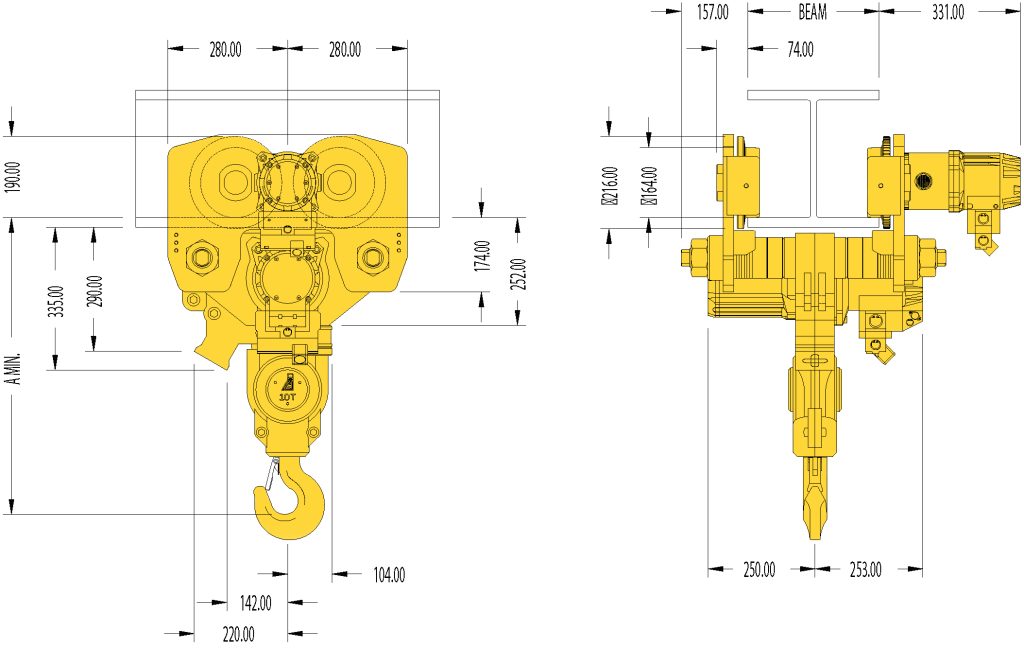
MTH-100:
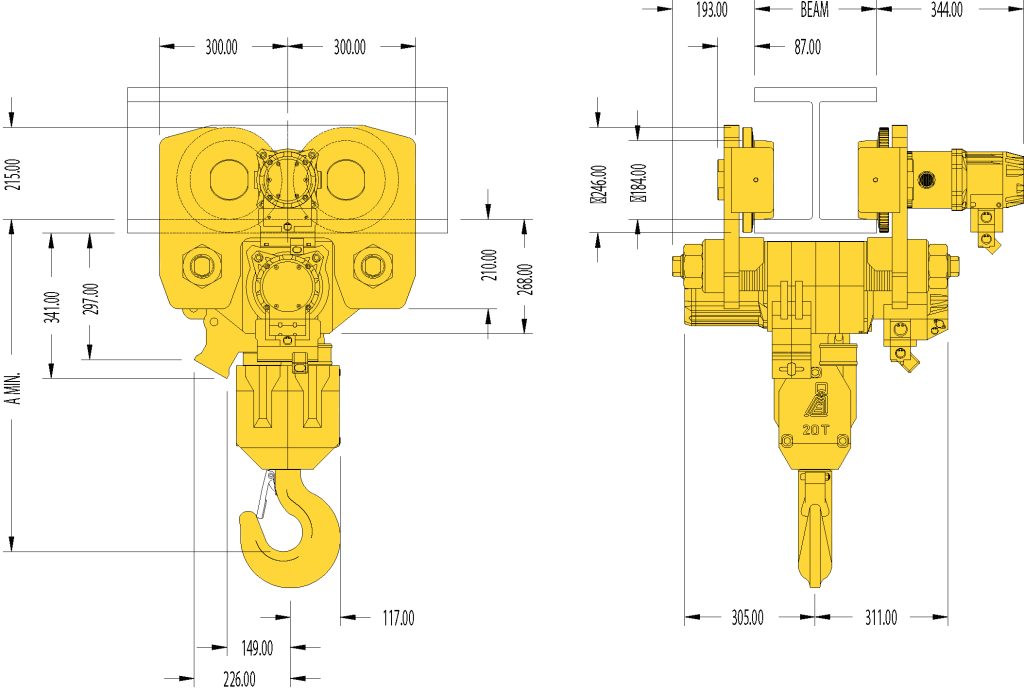
MTH-160 & MTH-200:

Pneumatic Hoisting
Manual Hoisting

Clamping


Height Safety

YOKE
-

Chain Slings (2)
-
Sling Chain (3)
-
YOKE Yellow Point (27)
-
YOKE Extreme 100 Master Links (2)
-
YOKE Extreme Grade 100 Lifting Chain Fittings (17)
-
YOKE DA Offshore Lifting (7)
-
YOKE YSB Snatch Blocks (5)
-
YOKE ROV Hooks & Shackles (3)
-
YOKE Shackles (3)
-
YOKE G80 Fittings (21)
-
YOKE Angular Contact Bearing Swivels (1)
-
YOKE Accessories (14)

